
Polyolester Oil

Polyalkylene Glycol Oil

Alkylbenzene Oil
Polyalphaolefin Oil

Mineral Refrigeration Oil

Air Compressor Lubricant

Base Oil

Need support or a quote?







Performance & Compatibility
We customize refrigeration oil to meet specific system demands, ensuring smooth operation and long-term reliability.
1. Viscosity Grades: Available in ISO VG 32, 46, 68, and other grades to match various compressor types and temperature conditions.
2. Refrigerant Compatibility: Fully compatible with R-134a, R-410A, CO₂, ammonia, R-1234yf, and other refrigerants, ensuring seamless system integration.
3. Base Oil Options: Mineral oil, PAO, POE, PAG, and other formulations available based on performance and chemical stability requirements.

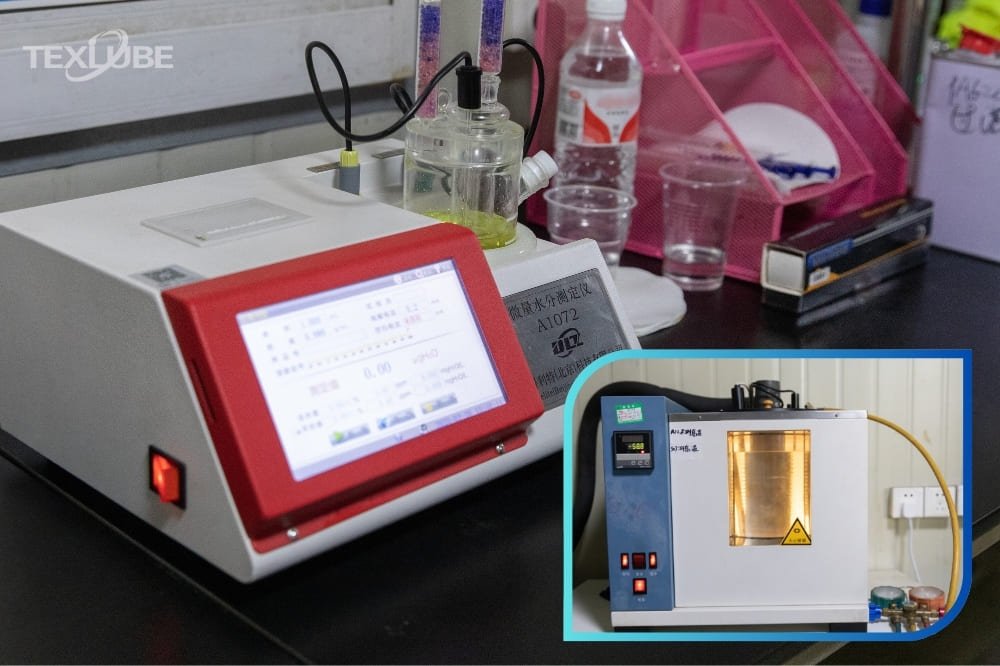
Purity & Quality Control
We enforce strict quality control at every stage to prevent system failures and ensure consistent performance.
1. Low Moisture & Contaminant Removal: Vacuum dehydration and multi-stage filtration reduce moisture to ≤50ppm and eliminate harmful particulates.
2. Lab Testing for Every Batch: Each lot undergoes in-house lab testing for viscosity, water content, and refrigerant compatibility before shipmen. .
3. Full Traceability: Batch records, COAs, and retained samples provide complete transparency and support after-sales diagnostics.

Packaging & OEM Services
Flexible packaging and branding options make it easy to integrate our oil into your operations and product line.
1. Packaging Options: Available in 1L, 4L, 20L, 200L drums, and 1000L IBC totes to suit all operational scales.
2. OEM Labeling: OEM solutions with Custom labeling and packaging designs for distributors and OEM partners.
3. Compliance Ready: All shipments include MSDS, COA, and can support REACH, RoHS, and other certifications upon request.